Редуктҳои Helical

Экструдери пластикӣ
Қуттиҳои экструдии пластикӣ, истеҳсолкунандагони қуттиҳои экструдӣ, қуттиҳои экструдӣ барои фурӯш, таъмири қуттиҳои экструдӣ, қуттиҳои экструдии стерлинги, қуттиҳои экрудии винтӣ
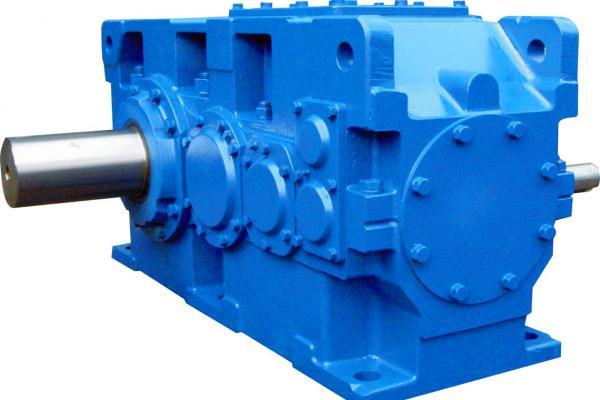
Қуттиҳои интиқолдиҳандаи силсилаи ZLYJ як ҷузъи интиқоли нишастгоҳи камарбанди сахт бо дандонҳои баланд аст. Тарроҳии маҳсулот хусусиятҳои техникии дар JB / T8853-2001 муайяншударо қабул мекунад. Он дорои пӯлоди хӯлаи баландқувват барои қисмҳои фишангҳо ва чоҳ мебошад. Таҷҳизот бо роҳи карбизатсия, хомӯшкунӣ ва суфтакунӣ коркард карда мешавад. Дурустии трансмиссионӣ GB10095-88.6 аст. Сахтии сатҳи дандонҳо HRC54-62. Дар канори пеши чоҳи баромади холӣ подшипникҳои аз ҳад зиёд андохташуда ҷойгир карда шудаанд, то ки ба қувваи меҳварии кории винт тоб оранд. Қисмҳои асосии стандартӣ ба монанди подшипникҳо ва пломбаҳои равғанӣ аз маҳсулоти баландсифати ватанӣ сохта шудаанд ва инчунин метавонанд бо маҳсулоти воридотӣ мувофиқи талаботи корбарон муҷаҳҳаз гардонида шаванд. Тамоми мошин дорои хусусиятҳои ҳаҷми хурд, иқтидори баланди интиқол, интиқоли устувор, садои паст ва самаранокии баланд мебошад. Фаъолияти маҳсулот ба сатҳи байналмилалии пешрафта расидааст.

Тавсифи истифодабарӣ:
Омезиши қуттӣ ва подшипникҳои таҳрикдиҳанда ба қувваи меҳвар муқобилат мекунад ва подшипникҳои инферсионӣ барои баланд бардоштани эътимоднокии амалиётӣ дар камераи равғани редуктор ҷойгир карда шудаанд.
Барои тасҳеҳ кардани масофаи марказ метавонад тасҳеҳи хурд истифода шавад
Қувваи интиқоли баланд, метавонад ба моменти баланд ва қувваи меҳварӣ тоб орад
Редуктори махсус барои экструдер ҷузъи интиқолдиҳанда бо сатҳи зарфияти баланди сатҳи дандонҳои сахт бо курсии такони бо истинод ба маҳсулоти шабеҳи хориҷӣ барои экструдери винти пластикӣ мебошад. Тарроҳии маҳсулот хусусиятҳои техникии пешбининамудаи ZBJ19009-88 -ро қабул мекунад. Хусусиятҳои он аз он иборатанд, ки фишангҳо ва қисмҳои чоҳ аз пӯлоди хӯлаи қавӣ сохта мешаванд, ки бо роҳи карбюринг, хомӯшкунӣ ва суфтакунӣ коркард карда мешаванд. Дурустии фишангҳо GB10095-88, дараҷаи 6. Сахтии сатҳи дандонҳо HRC54 ~ 62. Пойгоҳи подшипникҳои калонҳаҷмро дар охири пеши чоҳи вурудӣ ҷойгир карда, ба тобиши меҳварии винт тоб меорад. Тамоми мошин афзалиятҳои ҳаҷми хурд, иқтидори баланди интиқол, интиқоли устувор, садои паст ва самаранокии баланд дорад.
Extruder хусусиятҳои махсуси Gearbox:
——Дизайн модулӣ, доираи васеи интиқол ва тақсимоти хуб ва оқилона;
——Дизайн шакл барои конфигуратсияи ҳамаҷонибаи универсалӣ мувофиқ аст;
——Моён бо дастгоҳи суфтакунии баландсуръати баландсуръат бо интиқоли мутавозин, садои паст ва самаранокии 98% байни марҳилаҳо замин карда мешавад;


Мошинҳои экструзӣ, ки ба қуттиҳои интиқоли редукторӣ бахшида шудаанд, шароити татбиқшаванда:
1. Суръати чоҳи баландсуръати Редуктор аз 1500р / дақ зиёд нест.
2, ҳарорати муҳити корӣ 0-35С мебошад. Вақте ки доираи ҳарорат аз муқаррарот берун аст, дастгоҳи гармидиҳӣ ё хунуккунӣ метавонад мувофиқи талаботи корбар алоҳида омода карда шавад.


- Муқаддима
ZLYJ пластикии extruder Gearbox як навъ василаи фишанги шадиди баландсифат мебошад, ки махсус барои экструдери пластикии / резинии якранг пешбинӣ шудааст. Бо назардошти JB / T 8853-2001 Редуктори экструдии пластикии силиндрӣ ҳамчун истинод барои тарҳрезӣ, маҳсулот пӯлоди хӯлаи камвазнро барои фишангҳо ва чоҳи фишангдор истифода мебаранд, бо паҳлӯи дандон карбюратор, хомӯш ва замин, то дақиқии фишурдаро дар сатҳи 6 (GB / T 10095) ва дуруштии канори дандон HRC54 ~ 62. Як подшипники азимҷуссаи бузурге дар пеши чоҳи баромад насб карда шудааст, то ки фишорро аз тоба бардорад.
- Доираро истифода баред
- Даврзании вуруди ибтидоии ҳаракаткунанда r 1500 чарх / дақ.
- Суръати канории гардонандаи редуктор бояд ≤ 20м / с бошад.
- Ҳарорати муҳити корӣ бояд дар ҳудуди -40 ℃ ~ 45 be бошад. Равғани молиданиро аз 0 боло гарм кунед ё ҳангоми ҳарорати атроф аз 0 is паст будани равғани молидании ҳарорати пастро интихоб кунед.
Шарҳ:
- Ротатсия ҳам ба пеш ва ҳам ба қафо дастрас аст. Бо вуҷуди ин, чоҳи баландсуръати баъзе намудҳои пластикии extruder Gearbox насоси равғании яктарафа дорад, ки ба таври муваққатӣ ба чоҳи баромад баромада, бо самти соат чарх мезанад.
III. Намудҳои пластикии экструдии пластикӣ
Нишонҳои маҳсулот: Ҳангоми таҳвил, ҳамаи қуттиҳои экструдии пластикии пластикӣ бо нишонҳо насб карда мешаванд, то ки онҳо намуд, қобилият, санаи истеҳсол, рақами истеҳсолӣ ва дигар хусусиятҳоро бо мақсади нигоҳдорӣ муайян кунанд, ки ба таври тасодуфӣ нест карда нашаванд.
- Насб ва васлкунии пластикии экструдери шашзинагӣ
- Боварӣ ҳосил кунед, ки таҳкурсии насбкунии пластикии extruder Gearbox яксон, бехатар ва устувор аст. Насбро бодиққат дар муҳити махсуси корӣ ҷойгир кунед. Ҳангоме ки ҳамаи болтҳои лангарӣ яксон мустаҳкам карда мешаванд, таъмин намоед, ки винти ба чоҳи баромад гузошташуда озод ва мунтазам гардиш кунад.
- Васлкунии ҷуброни хатогӣ дар робита ба пайвастшавии Қуттиҳои экструдии пластикии пластикӣ ба провайдери асосӣ бартарӣ хоҳад дошт. Мутамарказии қисми пайвасткунандаи хати миёнаи меҳварии чоҳи вуруди пластикии extruder Gearbox -ро таъмин кунед. Тағирёбии меҳварӣ ва ҷойивазкунии кунҷиро санҷед, ки каҷравии он ду дар доираи иҷозатдодашудаи муфт истифода мешавад.
- Давомнокии радиалии иловагии чоҳи пластикии extruder Gearbox-ро мувофиқи намунаи маҳсулот ба шарте санҷед, ки чархи тасма, чарх ва занҷири занҷир барои вуруд ва баровардани қувваи пешбарандаи пластикии extruder Gear. Дар қисми миёнаи чоҳи вуруд, қувваи иловагии радиалӣ набояд аз (N) зиёд бошад, ки дар он лаҳзаи вуруди Пластикии extruder Gear Box (NM) бошад.
- Пас аз насб кардан, ба қуттиҳои экструдии пластикии Равғани молиданӣ то расидан ба хатти марказии нишондиҳандаи нафт ҳангоми баробар тақсим кардан пур кунед.
- Системаи хунуккунии обро пайваст кунед ва ба кор дароред, то пайвандҳо хун ё шориданро тафтиш кунанд.
- Барои муваққатан бе бор кор кардани пластикаи extruder Gearbox, қудратро фаъол кунед. Санҷед, ки оё лӯлаи молиданӣ хун меравад ё мечакад, қисмҳо ва ҷузъҳо суст мешаванд ва ягон садо рух медиҳад. Қуттии интиқоли пластикии extruder пластикӣ метавонад ҳангоми супоридани ҳама чиз хуб бошад.

Диққат:
◇ Пеш аз насб кардани муфтҳо дубора пайваст кардани қувваи барқро ба муҳаррик қатъ кунед ва пешгирӣ кунед (бо аломати огоҳӣ ва ғ.).
◇ Ҳангоми насб кардани муфтаву фишангҳои хурд ба нӯги чоҳи зарба бо болға ё дигар асбобҳои ба ин монанд манъ аст.
◇ Ҳангоми насби чархи тасма шиддати дурусти камарро таъмин кунед.
◇ Виндоро бо зӯрӣ нисбат ба қисми баромад насб ва насб накунед.
◇ Ҳудуди муҳофизатӣ бояд ба қисмҳои гардиши берунии Редуктори экструдии пластикӣ дода шавад (ба монанди муфт, шкив камар ва ғ.).
◇ Антируст, лой ва дигар доғҳоро дар канори нӯг ва фланҷии чоҳи васлшаванда хуб тоза кунед. Барои тоза кардан иҷозатдиҳанда иҷозат дода мешавад, аммо он ба сӯи мӯҳри лаб аз элементҳои мӯҳрзадаи охири чоҳ манъ карда мешавад.
- Амалиёти пластикии extruder Gearbox
Имтиҳонҳо пеш аз кор:
- Пеш аз кор, санҷед, ки оё пластикии extruder Gearbox равғани молиданӣ дорад ба сатҳи мувофиқи дохили он. Дар сурати нарасидани он, равғанро илова кунед.
- Ҳама қисмҳои пайвасткунанда бояд бехатар бошанд. Ҳама дастгоҳҳои муҳофизатӣ бояд мукаммал бошанд.
- Санҷед, ки оё муҳити атроф аз 0 is камтар аст, агар ҳа, равғани молиданиро аз 0 above боло гарм кунед.

Амалиёти пластикии extruder шашзинадори:
- Қуттиҳои пластикии экструдии пластикиро 5 ~ 10 дақиқа бе бор иҷро кунед (агар Қуттиҳои экструдии пластикии пластикӣ бо насоси фишанги муҳаррик муҷаҳҳаз бошанд, аввал насосро ба кор дароред), то подшипникҳо ва фишангҳоро мувофиқ молед. Агар қуттии интиқоли пластикии extruder бори аввал истифода шавад, пас аз бекористӣ, ҳар дафъа дар давоми 20 ~ 1 соат то бори пурраи номувофиқ борҳоро дар марҳилаи 2% -и бори номбаршуда илова кунед. Агар ҳама чиз хуб бошад, ба хизмат гузоред.
- Ҳангоми амалиёт, ҳар сари чанд вақт баландшавии ҳарорати пластикии экструдери Gearbox -ро назорат кунед ва нависед. Агар болоравии ҳарорати Редуктсияи пластикии extruder пластикӣ аз 70 ℃ зиёд бошад ё ҳарорати равған аз 100 ceeds зиёд бошад, барои ёфтан ва ҳал кардани мушкилот Қуттиҳои Extruder пластикии бас кунед. Агар лозим ояд ба шӯъбаи хидмати пас аз фурӯш муроҷиат кунед. Пеш аз он ки дубора ба коркарди пластикии extruder Gear интиқол диҳед, равғани молиданиро иваз кунед.
- Қуттии интиқоли пластикии extruder ба таври зерин қатъ карда мешавад: Хопери ғизохӯриро хомӯш кунед ва пас аз интиқол ёфтани ҳамаи мавод дар сатил, қувваи барқро ба extruder пластикии пластикӣ хомӯш кунед (агар қуттиҳои extruder насоси муҳаррик, аввал насосро хомӯш кунед)
- Дар ҳолати бекористии тӯлонӣ аз 2 то 3 ҳафта як шашзинадори пластикии extruder-ро ба кор дароред.
- Дар ҳолати бекористии зиёда аз 6 моҳ ба дохили ва берунии пластикии extruder Gearbox чораҳои зидди зангро иҷро кунед:
Равғани молиданиро ба пуррагӣ пур кунед, нӯги тиреза ва сатҳи рангнашударо бо маводи муми зидди занг пӯшонед ва бо равғани молидани мӯҳри лаби қисми қисмҳои меҳварҳоро аз воридшавии антруст муҳофизат кунед.
Диққат:
◇ Дар марҳилаи аввали кор, насоси нафт метавонад садои баландеро ба вуҷуд орад, ки аз баландии часпокии равғани молиданӣ ва муқовимати калон дар муқобили насоси нафт ба вуҷуд омадааст, ки он дар баробари баланд шудани ҳарорати равғани молиданӣ тадриҷан нобуд мешавад
◇ Агар насоси нафтӣ дар вақти кори муқаррарии пластикии extruder Gearbox садои баланд ба амал оварад, филтери равғанро тоза кунед, то лӯлаи нафтро гузарад.
◇ Гоҳ-гоҳ аз берун баромадани равғани пластикии extruder Gear-и онро назорат кунед ва дар сурати мавҷуд будани он, барои ҳалли мушкилот Қуттиҳои пластикии extruder-ро боздоред.
- Таъмир ва нигоҳдорӣ
- Фосилаи вақти таъмир ва нигоҳдорӣ
|
Фосилаи вақт |
Таъмир ва нигоҳдорӣ |
|
Амали муқаррарӣ |
Ҳарорати Пластикро санҷед экструдер Редуктор: ҳангоми истифодаи равғани молидании минералӣ аз 90 ℃ зиёд набошад ҳангоми истифодаи равғани молидани синтетикӣ на бештар аз 100 Санҷед, ки оё садои ғайримуқаррарии пластикии extruder Gearbox мавҷуд аст Санҷед, ки оё ихроҷи пластикии extruder Gearbox вуҷуд дорад |
|
Пас аз коркарди 500 ~ 800 соат |
Аввалин иваз кардани равғани молиданӣ пас аз амалиёти аввал Барои муайян кардани пур кардани равған сатҳи равғанро санҷед |
|
Ҳар як амалиёти 3000-соата, ҳадди аққал як маротиба дар як сол |
Равғани молиданиро тафтиш кунед ва дар ҳолати муҳити берунӣ ё намӣ, боварӣ ҳосил кунед, ки таркиби об дар равғани молиданӣ аз 500ppm зиёд набошад Равғани молиданиҳои минералиро иваз кунед (соати корӣ камтар аз 8 соат дар як рӯз) Васлаки ҳаворо тоза кунед |
|
Мувофиқи ҳолати корӣ, ҳадди аққал як маротиба дар 3 моҳ |
Равғани молидани маъданиро иваз кунед (муддати тӯлонӣ кори доимӣ) Тафтиш кунед, ки ягон сӯзанаки муштарак вуҷуд дорад Вазъиятҳои олудашавӣ ва дастгоҳҳои молиданӣ ва хунуккуниро тафтиш кунед Филтрро аз равғани молиданӣ тоза кунед ва агар зарур бошад, ядрои филтрро иваз кунед |
|
Мувофиқи шароити корӣ, на камтар аз як маротиба дар як сол |
Равғани молидании синтетикиро иваз кунед |
|
Мувофиқи муҳити атроф ва ҳолати корӣ |
Ранги муҳофизатиро (зангногир) дар сатҳи он беҳтар ё иваз кунед Рӯйи берунӣ ва Қуттиҳои пластикии extruder -ро тоза кунед Дастгоҳҳои иловагии муҷаҳҳазро санҷед |
- Фосилаи вақти иваз кардани равғани молиданӣ

Равғани молидани навъи махсуси пластикии extruder Gearbox -ро, ки дар муҳити вазнин кор мекунад, мунтазам иваз кунед. Дар расми поён фосилаи вақти иваз кардани равғани молиданӣ дар муҳити муқаррарӣ оварда шудааст. CLP HC ба равғани молидани синтетикии PAO ишора мекунад.
(1) Вақти кор (2) Ҳарорати доимӣ дар ваннаи нафт (арзиши миёнаи 70 ℃)
VII. Таҳлили гуноҳҳо ва ҳалли онҳо
|
Хато |
Сабабҳо |
Solutions |
|
Хато |
Сабабҳо |
Solutions |
|
Садои ғайримуқаррарӣ ва мунтазами амалиётӣ |
A. Садои ғалаён / фрезерӣ: подшипник вайрон шудааст B. Садои дарро задан: давидан нобаробар |
A. Равғани молиданиро санҷед ва подшипникро иваз кунед B. Тамос бо Гуомао |
Ихроҷи равғани молиданӣ: Сатҳи пайвастаи Gearbox extruder plastic Сарпӯши охири пластикии extruder Gearbox Сарпӯши сӯрохи чашми редукторҳои пластикии экструдер Нуқтаи пӯшиши чоҳи гардонанда Сими холӣ кардани равған Сими ҳавоӣ |
Кушодани қисмҳои васлкунандаи Gearbox extruder plastic Воз кардани васлаки васлшаванда Насби нодурусти қисмҳои мӯҳр Зарар / молидани қисмҳои мӯҳр Пайвасти суст Сатҳи равғани молиданӣ аз ҳад зиёд аст Насби нодуруст |
Болтҳои васлшавандаро тафтиш кунед ва дар ҳолати зарурӣ возаҳои мустаҳкамро мустаҳкам кунед Қисми мӯҳрро тафтиш кунед ва агар лозим бошад, онро иваз кунед Сатҳи равғанро тафтиш кунед / камолотро беҳтар кунед Тамос бо Гуома |
|
|
Садои ғайримуқаррарӣ ва ғайримуқаррарии амалиётӣ |
Нопокии равғани молиданӣ |
Равғани молиданиро санҷед, корро бас кунед ва бо Гуомао тамос гиред |
||||
|
Садои ғайримуқаррарӣ дар қисмҳои собитшудаи пластикии extruder Gearbox |
Маҳкамкунандаи пластикии экструдери Қуттиҳои трансмисси гум мешавад |
Пайвастагиҳоро тафтиш кунед ва онҳоеро, ки нишон дода шудаанд, истифода баред |
||||
|
Ҳарорати хеле баландтари амалиёт |
A. Ба равғани молиданӣ хеле зиёд B. пиршавӣ ва бад шудани равғани молиданӣ C. Нопокии фаровон дар равғани молиданӣ D. Зарари насоси молиданӣ E. Хатои системаи хунуккунӣ |
A. Сатҳи равғанро санҷед ва дар ҳолати зарурӣ тағирот ворид кунед B. Вақти иваз кардани равғани молиданиро тафтиш кунед C. Равғани молиданиро санҷед D. Насоси молиданиро санҷед ва онро иваз кунед E. Системаи хунуккуниро санҷед |
Ҳарорати хеле баланд дар подшипник |
A. Равғани молидании нокифоя B. пиршавӣ ва бад шудани равғани молиданӣ C. Зарари насоси молиданӣ D. Зарари подшипник |
A. Сатҳи равғанро санҷед ва дар ҳолати зарурӣ тағирот ворид кунед B. Вақти иваз кардани равғани молиданиро тафтиш кунед C. Насоси молиданиро тафтиш кунед ва онро иваз кунед D подшипникро тафтиш кунед ва онро иваз кунед |
|
|
Ҳарорати аз ҳад баланд дар нуқтаи маҳкамкунии чоҳ дар давраи ба охир расидан |
Ҳангоми васлкунӣ ба қадри кофӣ тоза карда нашудани васлаки охири чоҳ Иҷро кардани қисмҳои мӯҳр ва охири чоҳи |
Охири чоҳро тоза кунед Онро муқаррарӣ ҳисоб кунед Тамос бо Гуома |
Ҳангоми тамос бо Гуомао, лутфан маълумоти зеринро пешниҳод кунед:
|
Маълумоти пурра дар бораи ному насаб |
- |
Намудҳо ва паҳлӯҳои камбудиҳо |
- |
Вақт ва падидаҳои камбудиҳо ба амал омаданд |
- |
Сабабҳо |


VIII. Интихоби равғани молиданӣ
Часпакии равғани молиданӣ мувофиқи суръати канории V, муҳити корӣ ё усули молидани фишангҳои баландсуръат муайян карда мешавад:
Вақте ки V≤2.5m / s ё ҳарорати атроф дар ҳудуди 35 ℃ ~ 50 is бошад, равғани фишанги пӯшидаи саноатии CKC320 ё равғани фишанги саноатии CKD320 -и вазнинро интихоб кунед;
Ҳангоми ба кор бурдани V > 2.5m / s ё равғани маҷбуркунандаи гардиш, равғани фишанги пӯшидаи саноатии CKC220 ё равғани фишанги саноатии CKD220-и вазнинро интихоб кунед.
Христор
Равғани молиданӣ барои Қуттиҳои экструдии пластикӣ тавсия дода намешавад. Агар лозим ояд, бо мо тамос гиред.
Ба Замима нигаредҶадвали муқоисаи равғанҳои молиданӣ барои маҳсулоти равғани молидании ватанӣ ва хориҷӣ
- Қисмҳои фарсуда
Рӯйхати қисмҳои фарсудашавии трансмиссионӣ
Рӯйхати бастабандии Редуктҳои пластикии экструдер
Замима - Ҷадвали муқоисаи равғани молиданӣ (Равғани молидани маъданӣ):
|
категория |
ISOVG |
АГМА |
Таъминкунанда |
Намуди равғани молиданӣ |
Часпакӣ / 40 ℃ |
Нуқтаи яхкунӣ ℃ |
|
категория |
ISOVG |
АГМА |
Таъминкунанда |
Намуди равғани молиданӣ |
Часпакӣ / 40 ℃ |
Нуқтаи яхкунӣ ℃ |
|
220 |
220 |
Соли 5 |
декабр |
Degol BG220 |
220 |
-21 |
320 |
320 |
Соли 6 |
декабр |
Degol BG320 |
320 |
-18 |
|
|
BP |
Энергол GR-XP220 |
210 |
-27 |
BP |
Энергол GR-XP320 |
305 |
-24 |
|||||||
|
Castrol |
Алфа SP220 |
220 |
-21 |
Castrol |
Алфа SP320 |
320 |
-21 |
|||||||
|
Castrol |
Алфамак 220 |
220 |
-24 |
Castrol |
Алфамак 320 |
320 |
-18 |
|||||||
|
Шеврон |
Саноати равғани EP220 |
220 |
-12 |
Шеврон |
Саноати равғани EP320 |
320 |
-9 |
|||||||
|
олиҳа |
Falcon CLP220 |
220 |
-18 |
олиҳа |
Falcon CLP320 |
320 |
-18 |
|||||||
|
Esso |
Спартан EP220 |
226 |
-30 |
Esso |
Спартан EP320 |
332 |
-27 |
|||||||
|
Эксон |
Спартан EP220 |
226 |
-30 |
Эксон |
Спартан EP320 |
332 |
-27 |
|||||||
|
Фук |
Renolin CLP220 Plus |
223 |
-23 |
Фук |
Renolin CLP320 Plus |
323 |
-21 |
|||||||
|
Фарғона |
Молидании халиҷи ДМ HD220 |
219 |
-19 |
Фарғона |
Молидании халиҷи ДМ HD320 |
300 |
-12 |
|||||||
|
Клюбер |
Klüberoil GEM 1-220 |
220 |
-15 |
Клюбер |
Klüberoil GEM 1-320 |
320 |
-15 |
|||||||
|
Кувайт |
Q8 Гоя 220 |
220 |
-21 |
Кувайт |
Q8 Гоя 320 |
320 |
-18 |
|||||||
|
мобилӣ |
Mobilgear 630 |
207 |
-18 |
мобилӣ |
Mobilgear 632 |
304 |
-18 |
|||||||
|
мобилӣ |
Mobilgear XMP 220 |
220 |
-24 |
мобилӣ |
Mobilgear XMP 320 |
320 |
-18 |
|||||||
|
Molub-хӯлаи |
МА-90/220 |
220 |
-18 |
Molub-хӯлаи |
МА-90/320 |
320 |
-15 |
|||||||
|
Оптимол |
Optigear BM220 |
233 |
-15 |
Оптимол |
Optigear BM320 |
338 |
-15 |
|||||||
|
Petro Канада |
Ultima EP220 |
223 |
-30 |
Petro Канада |
Ultima EP320 |
320 |
-21 |
|||||||
|
пӯст |
Равғани Omala F220 |
220 |
-21 |
пӯст |
Равғани Omala F320 |
320 |
-18 |
|||||||
|
Такака |
Меропа 220 |
209 |
-21 |
Такака |
Меропа 320 |
304 |
-18 |
|||||||
|
Њамагї |
Картер EP220 |
220 |
-12 |
Њамагї |
Картер EP320 |
320 |
-12 |
|||||||
|
Трибол |
Трибол 1100/220 |
222 |
-25 |
Трибол |
Трибол 1100/320 |
317 |
-23 |
|||||||
|
GB5903-95 |
дохилӣ |
CKC220 |
198 ~ 242 |
≤-8 |
GB5903-95 |
дохилӣ |
CKC320 |
288 ~ 352 |
≤-8 |
|||||
|
GB5903-95 |
дохилӣ |
CKD 220 |
198 ~ 242 |
≤-8 |
GB5903-95 |
дохилӣ |
CKD 320 |
288 ~ 352 |
≤-8 |
|||||

Замима - Ҷадвали муқоисаи равғанҳои молиданӣ (Равғани молидани синтетикии PAO):
|
категория |
ISOVG |
АГМА |
Таъминкунанда |
Намуди равғани молиданӣ |
Часпакӣ cSt |
Нуқтаи яхкунӣ ℃ |
|
категория |
ISOVG |
АГМА |
Таъминкунанда |
Намуди равғани молиданӣ |
Часпакӣ cSt |
Нуқтаи яхкунӣ ℃ |
||
|
40 ° C |
100 ° C |
40 ° C |
100 ° C |
|||||||||||||
|
220 |
220 |
Соли 5 |
олиҳа |
Intor HCLP220 |
220 |
25.1 |
-36 |
320 |
320 |
Соли 6 |
олиҳа |
Intor HCLP320 |
320 |
33.9 |
-33 |
|
|
Esso |
Spartan Synthetic EP220 |
232 |
26.5 |
-39 |
Esso |
Spartan Synthetic EP320 |
328 |
34.3 |
-36 |
|||||||
|
Эксон |
Spartan Synthetic EP220 |
232 |
26.5 |
-39 |
Эксон |
Spartan Synthetic EP320 |
328 |
34.3 |
-36 |
|||||||
|
Фук |
Renolin Unisyn CLP220 |
221 |
25.8 |
-42 |
Фук |
Renolin Unisyn CLP320 |
315 |
33.3 |
-39 |
|||||||
|
Клюбер |
Klübesynth EG 4-220 |
220 |
26 |
-40 |
Клюбер |
Klübesynth EG 4-320 |
320 |
38 |
-40 |
|||||||
|
мобилӣ |
220. Mobilgear SHC XMP |
220 |
28.3 |
-45 |
мобилӣ |
320. Mobilgear SHC XMP |
320 |
37.4 |
-39 |
|||||||
|
мобилӣ |
Mobilgear SHC 220 |
213 |
26 |
-51 |
мобилӣ |
Mobilgear SHC 320 |
295 |
34 |
-48 |
|||||||
|
Оптимол |
Optigear Synthic A220 |
210 |
23.5 |
-36 |
Оптимол |
Optigear Synthic A320 |
290 |
30 |
-36 |
|||||||
|
пӯст |
Omala Oil HD220 |
220 |
25.5 |
-48 |
пӯст |
Omala Oil HD320 |
320 |
33.1 |
-42 |
|||||||
|
Такака |
Pinnacle EP220 |
220 |
25.8 |
-48 |
Такака |
Pinnacle EP320 |
320 |
35.2 |
-39 |
|||||||
|
Њамагї |
Картер ДМ / HT220 |
220 |
25 |
-39 |
Њамагї |
Картер ДМ / HT320 |
320 |
33 |
-36 |
|||||||
|
Трибол |
Трибол 1510/220 |
220 |
24.6 |
-42 |
Трибол |
Трибол 1510/320 |
330 |
33.2 |
-39 |
|||||||
|
Трибол |
Трибол 1710/220 |
220 |
- |
-33 |
Трибол |
Трибол 1710/320 |
320 |
- |
-30 |
|||||||
|
дохилӣ |
Девори Бузург |
4405/220 |
221.3 |
- |
-42 |
|
|
|
|
|
|
|||||
|
дохилӣ |
Девори Бузург |
4406/220 |
225.3 |
- |
-42 |
дохилӣ |
Девори Бузург |
4406/320 |
330.5 |
- |
-40 |
|||||

Принсипи ягонаи винтӣ
Винти ягона умуман дар дарозии самаранок ба се қисм тақсим карда мешавад. Дарозии самарабахши се бахш мувофиқи диаметри винт ва қатронии винт муайян карда мешавад. Умуман, он ба сеяк тақсим карда мешавад.
Риштаи охирини бандари моддӣ қисмати интиқолдиҳанда номида мешавад: дар ин ҷо маводро пластикӣ кардан лозим аст, аммо онро пешакӣ гарм ва зич кардан лозим аст. Дар гузашта, назарияи кӯҳнаи экструзия чунин мешуморид, ки мавод дар ин ҷо фуҷур аст ва баъдтар исбот кард, ки мавод дар ин ҷо воқеан штепсели сахт аст, яъне мавод дар ин ҷо пас аз фишурдан ба монанди сими сахт аст, аз ин рӯ вазифаи он то даме ки вазифаи интиқолдиҳанда иҷро карда шавад.
Бахши дуввумро фасли фишурдасозӣ меноманд. Дар ин вақт, ҳаҷми чуқурӣ тадриҷан аз калон то калон коҳиш меёбад ва ҳарорат ба дараҷаи пластикии мавод мерасад. Дар ин ҷо, фишурдан тавассути қисмати интиқолдиҳандаи сеюм тавлид мешавад, ки дар он ба якто фишурда мешавад, ки онро таносуби фишурдани винт - 3: 1 меноманд, баъзе мошинҳо низ тағир ёфтанд ва маводи тайёри пластикӣ ба марҳилаи сеюм ворид мешавад.
Фасли сеюм фасли ченкунӣ мебошад, ки дар он мавод ҳарорати пластикунониро нигоҳ медорад, ҳамон тавре ки маводи обшударо дақиқ ва миқдоран интиқол медиҳад, ба монанди насоси ченкунӣ барои таъмини сар, ки дар он вақт ҳарорат аз ҳарорати пластикӣ пасттар нест, одатан каме баландтар аст .
Муҳаррири каммасрафи экструдер
Сарфаи нерӯи экструдерро ба ду қисм ҷудо кардан мумкин аст: яке қисми барқ ва дигаре қисми гармидиҳӣ.
Сарфаи барқ: Қисми зиёди инверторҳо истифода мешаванд. Усули сарфаи энергия ин сарфаи энергияи боқимондаи муҳаррик аст. Масалан, қувваи воқеии муҳаррик 50 Гц мебошад ва барои истеҳсоли кофӣ дар истеҳсолот танҳо 30 Гц лозим аст. Сарфи барзиёди энергия беҳуда аст. Пастхӯрда, Пинҳон кардани тағир додани қувваи барқ барои ба даст овардани сарфаи энергия мебошад.
Сарфаи энергия дар қисми гармидиҳӣ: Қисми зиёди сарфаи энергия дар гармидиҳӣ сарфаи энергия тавассути гармкунаки электромагнитӣ мебошад ва меъёри сарфаи энергия тақрибан 30% ~ 70% -и ҳалқаи кӯҳнаи муқовимат мебошад.
раванди кор
Маводи пластикӣ ба экструдер аз бункер ворид мешавад ва бо гардиши винт ба пеш интиқол дода мешавад. Ҳангоми ҳаракат ба пеш мавод тавассути зарф гарм карда мешавад, бо буранда бурида мешавад ва барои об кардани мавод фишурда мешавад. Ҳамин тариқ, тағирот дар байни се ҳолати ҳолати шишагин, ҳолати баланди эластикӣ ва ҷараёни часпак ба даст оварда мешавад.
Дар ҳолати фишор, мавод дар ҳолати ҷарроҳии часпак аз қолаби дорои шакли муайян мегузарад ва сипас муттасили дорои буриш ва намуди даҳонаш мувофиқи бимирад мегардад. Пас аз он онро хунук мекунанд ва шакл медиҳанд, ки ҳолати шишагинро ба вуҷуд оранд ва ба ин васила қисми коркардашударо ба даст оранд.
Муҳаррири таркиб
Дар экструдер, дар маҷмӯъ, аз ҳама асосӣ ва имрӯзӣ як экструдери винтӣ мебошад. Он асосан иборат аст аз шаш қисм: интиқол, дастгоҳи хӯрокхӯрӣ, баррел, винт, сари дастгоҳ ва бимирад.

Қисми интиқол
Қисми интиқол одатан аз як муҳаррики барқӣ, қуттии фишанги камкунанда ва подшипникҳо иборат аст. Ҳангоми раванди экструзия, суръати винт бояд мӯътадил бошад ва бо тағирёбии сарбории винтӣ тағир наёбад, то сифати ягонаи маҳсулоти ба даст овардашударо нигоҳ дорад. Бо вуҷуди ин, дар ҳолатҳои гуногун, тоб доданро талаб кардан мумкин аст, то ки талабот ба даст оварда шавад, ки як дастгоҳ метавонад пластмасса ё маҳсулоти гуногунро хориҷ кунад. Аз ин рӯ, ин қисм одатан муҳаррики коммутатори AC, муҳаррики доимӣ ва дигар дастгоҳҳоро барои ноил шудан ба тағирёбии суръати бемайлон истифода мебарад, суръати винти умумӣ 10 ~ 100 гард / дақ.
Вазифаи системаи интиқолдиҳанда аз он иборат аст, ки винтро идора кунад, ки он момент ва суръатеро талаб мекунад, ки винт дар ҷараёни экструзия талаб мекунад, одатан аз муҳаррик, қуттии шашзинагӣ ва подшипник иборат аст. Мувофиқи пешгӯӣ, ки сохтори он асосан якхела аст, хароҷоти истеҳсолии Gearbox тақрибан ба андозаи беруна ва вазни он мутаносиб аст. Азбаски шакл ва вазни қуттиҳои редукторӣ калон аст, ин маънои онро дорад, ки ҳангоми истеҳсол масолеҳи зиёд истеъмол карда мешаванд ва подшипникҳои истифодашуда низ нисбатан калонанд, ки ин арзиши истеҳсолотро зиёд мекунад.
Дастгоҳи хӯрокхӯрӣ
Аксари захираҳои хӯрокворӣ пеллетӣ шудаанд, аммо тасмаҳо ё хокаҳоро низ истифода бурдан мумкин аст. Таҷҳизоти барқдиҳӣ одатан як бункери конусиро бо ҳаҷми на камтар аз як соат истифода мебарад. Дар поёни бункер барои танзим ва буридани ҷараён дастгоҳи хомӯш сохта шудааст ва дар канори бункер сӯрохи дидбонӣ ва дастгоҳи ченкунӣ насб карда шудааст. Баъзе бункерҳо инчунин метавонанд дастгоҳи рафъи фишор ё дастгоҳи гармидиҳанда дошта бошанд, ки ашёи хомро аз ҳаво ҷаббида намегиранд ё баъзе аз патронҳо низ метавонанд барои ғизодиҳӣ ё ғизодиҳии худкор омехтаи худро дошта бошанд.
Хопер
Бункер одатан дар шакли симметрӣ сохта мешавад. Дар канори бункер равзанае кушода мешавад, ки сатҳи моддӣ ва ҳолати ғизохӯриро мушоҳида мекунад. Дар поёни бункер дари кушод ва пӯшида мавҷуд аст, то миқдори хӯрокро боздорад ва танзим кунад. Болои бункерро пӯшонед, то ки ба он ғубор, намӣ ва наҷосат наафтад. Ҳангоми интихоби маводи бункер, беҳтар аст, ки аз матоъҳои сабук, ба зангзанӣ ва ба осонӣ мошинсозӣ, одатан бо истифода аз плитаҳои алюминий ва аз пӯлоди зангногир истифода баред. Ҳаҷми бункер аз андозаи экструдер ва усули боркунӣ вобаста аст. Умуман, миқдори экструзияи экструдер аз 1 то 1.5 соатро ташкил медиҳад.

Ду намуди усули хӯрокхӯрӣ мавҷуд аст: ғизодиҳии дастӣ ва ғизодиҳии автоматӣ. Ғизодиҳии автоматӣ асосан ғизодиҳии баҳорӣ, ғизодиҳии таркишӣ, ғизодиҳии вакуумӣ, интиқоли камар ва монанди инҳоро дар бар мегирад. Умуман, экструдерҳои хурд дастӣ бор карда мешаванд ва экструдерҳои калон ба таври худкор бор карда мешаванд.
Таснифи усулҳои хӯрокхӯрӣ
1 Ғизодиҳии вазнинӣ:
Принсип - Мавод бо вазни худ, аз ҷумла ғизодиҳии дастӣ, ғизодиҳии баҳорӣ ва таркиш, ба зарф ворид мешавад.
Хусусиятҳо - сохтори оддӣ ва арзиши арзон. Бо вуҷуди ин, боиси ғизохӯрии нобаробар осон аст, ки ин ба сифати қисмҳо таъсир мерасонад. Он танҳо барои экструдерҳои хурд мувофиқ аст.
2 Ғизодиҳии маҷбурӣ:
Принсип - Дар бункер дастгоҳе насб кунед, ки ба мавод фишори беруна зоҳир карда, маводро ба зарфи экструдер маҷбур кунад.
Хусусиятҳо - метавонанд падидаи "пул" -ро паси сар кунанд, ба тавре ки ғизодиҳӣ баробар аст. Винти ғизоро винти экструдер тавассути занҷири гардонанда равон мекунад, то суръати худро ба суръати винт танзим кунад. Дастгоҳи муҳофизати изофаборро ҳангоми бастани порти ғизо фаъол кардан мумкин аст ва ба ин васила зарар ба дастгоҳи ғизохӯриро пешгирӣ мекунад.
тир
Умуман, он як баррел маводи металлӣ аз пӯлоди хӯлаи ё қубур пӯлоди таркибии астарашон аз пӯлоди хӯлаи аст. Хусусиятҳои асосии он муқовимат ба ҳарорат ва фишори баланд, фарсудашавии қавӣ ва муқовимат ба коррозия мебошанд. Умуман, дарозии зарф аз диаметри он аз 15 то 30 маротиба зиёд аст ва дарозии он ба дараҷае аст, ки мавод ба қадри кофӣ гарм ва яксон пластикӣ карда мешавад. Зарф бояд ғафсӣ ва устувории кофӣ дошта бошад. Дохил бояд ҳамвор бошад, аммо баъзе аз баррелҳо бо чуқуриҳои гуногун кандакорӣ карда шудаанд, то ки соиш бо пластмасса афзоиш ёбад. Гармкунакҳои барқӣ, дастгоҳҳои назорати ҳарорат ва системаҳои хунуккунӣ дар беруни зарф бо резисторҳо, индукторҳо ва дигар воситаҳои гармидиҳӣ таъмин карда шудаанд.

Дар зарф се шакли мавод мавҷуд аст:
(1) баррел интегралӣ
Усули коркард - дар тамоми мавод коркард карда мешавад.
Афзалиятҳо - таъмин кардани дақиқии баланди истеҳсолот ва дурустии васлкунӣ осон аст, метавонад кори васлкуниро содда кунад, баллон баробар гарм карда шавад ва барномаҳои бештар.
Камбудиҳо - Бо сабаби дарозии баррел калон ва талаботҳои баланди коркард, талабот ба таҷҳизоти коркард низ хеле ҷиддӣ мебошанд. Таъмири сатҳи дарунии зарф пас аз фарсудан душвор аст.
(2) Маводи омезишӣ
Усули коркард - зарф дар якчанд марҳила коркард карда мешавад ва сипас қисматҳо бо ҳалқапайвандҳо ё шаклҳои дигар пайваст карда мешаванд.
Афзалиятҳо - коркарди оддӣ, тағир додани таносуби ҷанба осон, асосан барои тағир додани таносуби ҷанбаи винт истифода мешавад.
Камбудиҳо - талаботи дақиқ барои коркарди баланд, аз сабаби бисёр қисмҳо, таъмин кардани коаксиалии ҳар як сегмент душвор аст, пайвастагии фланга якрангии гармидиҳии баррелро вайрон мекунад, талафоти гармӣ, танзимоти системаи гармидиҳӣ ва хунуккунӣ ва нигоҳубинро меафзояд
(3) баррели биметаллӣ
Усули коркард - Қабати пӯлоди хӯлаиро дар дохили пӯлоди карбонии оддӣ ё пӯлоди рехташуда бипошед ё рехтед. Он на танҳо ба талаботи моддии зарф ҷавобгӯ аст, балки масолеҳи металли қиматро низ сарфа мекунад.

1 Патрони втулка: Картридж бо втулкаҳои пӯлоди хӯлаи ивазшаванда гузошта шудааст. Металлҳои қиматро сарфа карда, бурришҳоро иваз кардан мумкин аст ва мӯҳлати зарф зиёдтар мешавад. Аммо тарроҳӣ, истеҳсол ва васлкунии он мураккабтар аст.
2 Баррели рехтагарӣ: Қабати тақрибан тақрибан 2 мм ғафсӣ ба девори даруни зарф рехта мешавад ва сипас диаметри дарунии зарури бо зарфро ба даст меорад. Қабати хӯла бо пояи зарф хуб пайваст карда шудааст ва пайвастшавӣ дар тӯли меҳварии баррел нисбатан якранг аст, тамоюли канда шудан надорад, кафида намерасад, нишондоди аълои лағжиш дорад ва муқовимати баланд дорад. умри дароз
1) чуқури дарозии девори дарунии қитъаи ғизодиҳии баррел кушода мешавад
Барои баланд бардоштани сатҳи интиқоли ҷисмҳо, як усули баланд бардоштани коэффитсиенти соишии сатҳи силиндр тавассути назарияи интиқоли сахт мебошад. Усули дигар ин зиёд кардани масоҳати мавод дар бандари ғизо тавассути буриши перпендикуляр ба меҳвари винт мебошад. Ташаккул ёфтани чуқурии тӯлонӣ дар девори дарунии фасли ғизохӯрии баррел ва тангии девори ботинии қисми фасли ғизохӯрӣ дар наздикии бандари ғизохӯрӣ хусусиятҳои ду усул мебошанд.
2) баррел фасли хўроки хунуккунӣ
Инчунин усули зиёд кардани миқдори ҷисмҳои интиқолшуда мавҷуд аст. Ин хунук кардани баррели фасли ғизохӯрӣ аст, мақсад нигоҳ доштани ҳарорати маводи интиқолёфта дар зери нуқтаи нармкунӣ ё нуқтаи обшавӣ интиқол дода шавад, аз пайдо шудани филми гудохта барои нигоҳ доштани хосияти соишии сахти мавод.
Бо усули дар боло зикршуда, самаранокии интиқол аз 0.3 то 0.6 зиёд карда мешавад ва миқдори экструзия ба тағирёбии фишори сар камтар ҳассос аст.


Винт дили экструдер аст ва ҷузъи асосии экструдер мебошад. Иҷрои винт маҳсулнокӣ, сифати пластикӣ, парокандагии пуркунанда, ҳарорати гудохта, истеъмоли қувваи барқ ва ғ. . Ин қисми муҳимтарини экструдер мебошад, ки метавонад бевосита ба доираи татбиқ ва самаранокии истеҳсолоти экструдер таъсир расонад. Гардиши винт ба пластикӣ фишори шадид мерасонад. Пластикӣ метавонад ҳаракат кунад, фишор орад ва аз гармии силиндр каме гармӣ гирад. Ҳангоми ҳаракати силиндр пластмасса омехта ва пластикӣ карда мешавад ва ҳолати ҷараёни часпанда Гудохта дар ҳоле шакл дода мешавад, ки аз дохили бимирад берун карда мешавад, то шакли дилхоҳ ба даст орад. Ба мисли зарф, винт низ аз хӯлаи қавӣ, гармӣ ва ба зангзанӣ тобовар сохта шудааст.
Аз сабаби гуногунии пластикӣ, хосиятҳои онҳо низ гуногун мебошанд. Аз ин рӯ, дар фаъолияти воқеӣ, барои мутобиқ шудан ба эҳтиёҷоти гуногуни коркарди пластикӣ, навъҳои винтҳои зарурӣ гуногунанд ва сохторҳо низ гуногунанд. Бо мақсади баланд бардоштани самаранокии пластикҳо ба ҳадди аксар расонидани нақлиёт, экструзия, омехта ва пластикӣ.
Дар расм якчанд винти маъмулии бештар нишон дода шудааст. Параметрҳои асосие, ки хусусиятҳои винтро нишон медиҳанд, инҳоро дар бар мегиранд: диаметр, таносуби тарафҳо, таносуби фишурдагӣ, қатрон, чуқурии чуқурӣ, кунҷи спирал, тозакунии винт ва баррел ва монанди инҳо. Диаметри маъмултарини винти D тақрибан аз 45 то 150 мм мебошад. Ҳангоми зиёд шудани диаметри винт, иқтидори коркарди экструдер мутаносибан меафзояд ва ҳосилнокии экструдер ба квадрати диаметри винт мутаносиб аст. Таносуби дарозии самарабахш ба диаметри қисми кории винт (ишора мешавад ба андозаи таносуби ҷанба, ки бо L / D ифода ёфтааст) одатан 18 ~ 25 мебошад. L / D калон метавонад тақсимоти ҳарорати моддиро беҳтар кунад, омезиш ва пластикии пластикаро осон кунад ва шоридан ва гардиши ақибро коҳиш диҳад.



Баланд бардоштани иқтидори истеҳсолии экструдер, винти калони L / D мутобиқати қавӣ дорад ва метавонад барои изофаи пластмассаҳои гуногун истифода шавад; аммо, вақте ки L / D хеле калон аст, пластмассаҳо аз ҷониби вақти гармидиҳӣ ва винт вайрон мешаванд Вақте ки вазни худ зиёд мешавад, нӯги озод хам мешавад ва суст мешавад, ки ин ба осонӣ харошидани мавод дар байни винт ва тоба тоб додан ва раванди истеҳсолотро душвор месозад; истеъмоли қувваи экструдер зиёд карда мешавад. Винте, ки хеле кӯтоҳ аст, метавонад пластификатсияи сусти хамирро ба вуҷуд орад.
Нисфи фарқи байни диаметри дарунии зарф ва диаметри винт сӯрохи δ номида мешавад, ки метавонад ба ҳосилнокии экструдер таъсир расонад. Бо афзоиши δ, ҳосилнокӣ кам мешавад. Одатан, назорати prefer бењтараш аз 0.1 то 0.6 мм аст. δ хурд аст, мавод ба таъсири тарошиши калон дучор мешавад, ки барои пластикӣ фоидаовар аст, аммо δ хеле хурд аст, амали қавии тарошидан ба осонӣ таназзули ҳароратии механикии маводро ба вуҷуд меорад ва дар айни замон, винт ба осонӣ овезон мешавад ё ба девори силиндр молиш дода мешавад ва ҳангоме ки δ хеле хурд аст, тақрибан ҳеҷ гуна ихроҷ ё ҷараёни паси мавод ба назар намерасад, ки ба омехтаи гудохта то андозае таъсир мерасонад.
Кунҷи спирали Φ кунҷи байни ришта ва буриши буранда мебошад. Ҳангоми зиёд шудани,, ҳосилнокии экструдер меафзояд, аммо таъсири тарошидан ва қувваи фишор ба пластикӣ кам мешавад. Одатан, кунҷи спиралӣ аз 10 ° то 30 дараҷа аст. Дар байни °, дар самти тағирёбии дарозии винт, аксар вақт бо истифодаи винти баробарқудрат, қатронро ба диаметри баробар гирифта, арзиши Φ тақрибан 17 ° 41 'аст
Таносуби фишурдагӣ бузургтар аст, таносуби фишурдагӣ, ки пластикӣ мегирад, ҳамон қадар зиёдтар аст. Вақте ки чуқурӣ набудааст, он метавонад сатҳи пластикии баландро ба вуҷуд орад, ки барои интиқоли гармӣ байни девори зарф ва мавод муфид аст. Самаранокии омехта ва пластикунонии мавод ҳар қадар баланд бошад, ҳосилнокӣ ҳамон қадар паст мешавад; баръакс, чуқур чуқур аст. Вазъият баръакс аст. Аз ин рӯ, маводҳои ба гармӣ ҳассос (масалан, поливинилхлорид) бояд бо винтҳои амиқи винт истифода шаванд; барои пластмассаҳое, ки часпакии гудозишашон паст ва устувории гармии онҳо баланд аст (масалан, полиамид), винтҳои тобаки тобут бояд истифода шаванд.

1. Сегментатсияи винт
Вақте ки мавод дар тӯли винт ба пеш ҳаракат мекунад, дар тағирёбии ҳарорат, фишор, часпакӣ ва ғайра дучор меояд. Ин тағирот дар тӯли тамоми винт гуногун аст. Мувофиқи хусусиятҳои тағирёбандаи мавод, винтро ба қисмҳои илова (фиристанда) ва фишурдан тақсим кардан мумкин аст. Сегмент ва сегменти гомогенизатсия.
1. Се ҳолати пластикӣ ва пластикӣ
Пластмассҳо ду намуди терморетикӣ ва термопластикӣ доранд. Пас аз он, ки пластмассаҳои термосетӣ қолаб карда мешаванд ва онҳоро хушк мекунанд, онҳоро гарм кардан ва гудохтан имконнопазир аст. Мақолаи қолаби термопластикӣ метавонад дубора гарм карда шуда, ба дигар маснуот гудохта шавад.
Ҳангоми тағир ёфтани ҳарорат, термопластика тағирёбии се ҳолати ҳолати шиша, ҳолати баланди эластикӣ ва ҳолати ҷарроҳӣ ба вуҷуд меорад. Тағироти такрорӣ бо ҳарорат, се ҳолат тағироти такрорӣ ба амал меоранд.
а. Хусусиятҳои гуногуни полимер дар се ҳолат гудохта мешаванд:
Ҳолати шишагӣ - пластикӣ ҳамчун ҷисми сахт ба назар мерасад; энергияи ҳаракати ҳароратӣ хурд, қувваи байнимолекулавӣ калон аст, деформатсияро асосан деформатсияи кунҷи пайванд саҳм мегирад; пас аз хориҷ шудани қувваи беруна, деформация фавран барқарор карда мешавад, ки ба деформасияи умумӣ тааллуқ дорад.
Ҳолати хеле эластикӣ - пластикӣ моддаи ба каучук монанд аст; деформатсия бо самти кашиши макромолекулавӣ, ки аз ҷониби ориентировкаи сегмент ба амал омадааст, саҳм мегирад ва арзиши деформация калон аст; пас аз хориҷ шудани қувваи беруна, деформатсияро барқарор кардан мумкин аст, аммо ба вақт вобаста аст, ки ин деформасияи баланди эластикӣ мебошад.
Ҳолати ҷараёни часпак - пластмасса ҳамчун гудохтаҳои хеле часпак ба назар мерасанд; энергияи гармӣ ҳаракати нисбии лағжиши молекулаҳои занҷирро боз ҳам пурзӯр мекунад; деформация бебозгашт аст ва ба деформасияи пластикӣ тааллуқ дорад
б. Коркарди пластикӣ ва се-ҳолати пластикӣ:
Дар шишаи пластикӣ коркард карда мешавад. Коркарди дарозмуддат дар ҳолати баланди эластикӣ, ба монанди кашидани сим, экструзияи қубур, қолаби шамолдиҳӣ ва термоформинг. Дар ҳолати ҷараёни часпак, он метавонад пӯшонида шавад, rotomolded ва тазриқи қолаби.
Вақте ки ҳарорат аз ҳолати ҷараёни часпак баландтар аст, пластмасса ба таври термояк вайрон мешавад ва вақте ки ҳарорат аз ҳолати шиша паст аст, пластикӣ решакан мешавад. Вақте ки ҳарорати пластикӣ аз ҳолати ҷараёни часпанда ё аз ҳолати шиша пасттар аст, термопластик тамоюли бадшавӣ ва нобудшавӣ дорад, бинобар ин ҳангоми коркард ё истифодаи маҳсулоти пластикӣ аз ду минтақаи ҳароратӣ канорагирӣ карда шавад.


Профили дару тирезаҳо аз хокаи ПВХ сохта шудааст. Extruder пластикии Gearbox ҳамчун профили тиреза ва дар ва инчунин маводи ороишӣ васеъ истифода мешавад. Бо технологияи муосир ва тарроҳии оптималӣ, он дорои хосияти иқтидори баланди истеҳсолӣ, умри дароз ва пластикӣ мебошад.
Редуктори пластикии extruder як навъ хати истеҳсолӣ мебошад, ки барои истихроҷи PVC профилҳои пластикии doos ва windos ва қубурҳои сими алоқаи барқӣ, профилҳои таркибии алюминий-пластикӣ ва ғ. Пешбинӣ шудааст, ки он пластикаи устувор, баромади баланд, қувваи пасти вазнин, хадамоти дарозумр дорад ва бартариҳои дигар. Профилҳои ПВХ метавонанд дар саноати сохтмон ва хона ё идора истифода шаванд.
Молиданӣ ва хунуккунӣ, гармкунӣ
Редукторҳо ва подшипникҳо бо ҳавзҳои равғанӣ ва лаппишҳо молида мешаванд. Илова ба молидани лаппиши, Силсилаи ZLYJ қуттиҳои сатҳии сахт ва дар боло подшипникҳо барои молидани гардиши маҷбурӣ ба системаи молидани насоси нафт илова карда шуданд.
Синфи равғани молиданӣ равғани фишанги миёнаи фишори N220 ё дигар равғани баландсифати конкитозӣ мебошад, ки бо часпакии шабеҳ доранд.
Вақте ки ҳарорати муҳити атроф аз 0 ° C паст аст, ба ҳавзи нафт қубури барқии гармидиҳӣ илова карда мешавад, то равғани молиданиро пешакӣ гарм кунад.
Вақте ки ҳарорати муҳити атроф аз 35 ° C баландтар аст, ширкати мо ҳисоби баланси гармиро аз рӯи арзиши ҳарорате, ки корбар барои баланд бардоштани дастгоҳи хунуккунӣ пешниҳод кардааст, анҷом медиҳад.


Силсилаи ZLYJ қуттии интиқоли конвертӣ Модели интиқоли сахт:
Хусусиятҳо инҳоянд: ZLYJ112, 133, 146, 173, 200, 225, 250, 280, 315, 330, 375, 420, 450; SJY224, 250, 280, 315; ZSYJ315, 375, 395, 420, 450, 560; 6E, 7E, 8E, 9E, 10E, 12E, 15E, JHM ва дигар қуттиҳои махсуси соҳаи пластикӣ ва резинӣ (метавонанд барои қуттиҳои гуногуни ғайристандартӣ фармоиш дода шаванд).
Экструдери ягонаи винтӣ Экструдери ягонаи пластикӣ барои мошини экструдии пластикӣ
Бо камоли эҳтиром,
Гелос Чжан (Шӯъбаи фурӯш; Мисс.)
NER GROUP CO., МАҲДУД
Янтай Bonway Истеҳсолкунандаи Co., Ltd.
Тел: + 86-535-6330966
Мобилӣ: + 86-18865558975
www.planetary-gearbox.com
https://twitter.com/gearboxmotor
https://www.facebook.com/sogears1993
Viber / Line / Whatsapp / Wechat: 008618865558975
E-почтаи электронӣ:
Илова кардан: No.5 Роҳи Ваншоушан Шаҳри Янтай, музофоти Шандун, Чин












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
Беҳтарин хидмат аз коршиноси драйвери мо ба паёмдони худ мустақиман.
Хадамоти мо
Дар Touch ба даст оред
Yantai Bonway Manufacturer Co.ltd
ANo.160 Changjiang Road, Янтай, Шандонг, Чин (264006)
T + 86 535 6330966
W + 86 185 63806647